निर्माण प्रक्रिया
स्टेनलेस स्टील के घटक और सामग्री निर्माण - पहले: डिजाइन और मोल्ड बनाना
DAH SHI पर, हमारी टीम ग्राहकों के साथ नजदीकी सहयोग करने के लिए प्रतिबद्ध है जो डिजाइन चरण से अंतिम मान्यता तक चलता है। यह सुनिश्चित करता है कि दोनों डाई और अंतिम उत्पाद ग्राहक की सभी आवश्यकताओं को पूरा करते हैं। हमारे हैंडरेल सहायक डिजाइनर डाई मेकर्स के साथ मिलकर काम करते हैं, डिजाइन और निर्माण के लिए नवीनतम उद्योग मानक सॉफ़्टवेयर का उपयोग करते हैं। हमारी कंप्यूटर सहायित विनिर्माण (CAM) प्रणाली डेटा फ़ाइलों को कुशलतापूर्वक पढ़ती है और जटिल मोल्ड उत्पन्न करती है, जो सटीक और लागत प्रभावी इंजेक्शन मोल्ड के निर्माण को सुविधाजनक बनाती है। हमारे इंजीनियर हैंडरेल फिटिंग डिज़ाइन की कास्टेबिलिटी का मूल्यांकन करते हैं और वे कास्टिंग प्रदर्शन और डिज़ाइन को बेहतर बनाने के लिए सिफारिशें देते हैं। ये इंजीनियर प्रोडक्शन प्रक्रियाओं में अच्छी तरह से विशेषज्ञ हैं और विनिर्माण के दौरान निरंतर सहायता प्रदान करते हैं। चाहे स्रोत ड्राइंग को जो भी हो, हमारे इंजीनियर इसे एक वास्तविक सॉलिड मॉडल में बदल सकते हैं। यह सॉलिड ड्राइंग आपको स्टेनलेस स्टील रेलिंग सहायक उपकरणों के अंतिम प्रोफ़ाइल का स्पष्ट दृश्य प्रदान करती है।
स्टैम्पिंग प्रक्रिया - स्टेनलेस स्टील गोल ट्यूब और वर्ग ट्यूब फिटिंग का स्टैम्पिंग प्रोसेस और विनिर्माण
हमारी डिजाइन और विनिर्माण टीम के पास स्टेनलेस स्टील पेशेवर प्रसंस्करण उद्योग में दशकों का अनुभव है। हम उत्पाद मोटाई की ग्राहक की आवश्यकताओं का सम्मान करते हैं, साथ ही पोस्ट-स्थापना सुरक्षा और मजबूती को भी ध्यान में रखते हैं। हम स्टेनलेस स्टील के अपने विशेषज्ञता का उपयोग करके समाधान प्रदान करते हैं, जिसमें गोल ट्यूब बेस, सीढ़ी रेलिंग सहायक उपकरण, स्टेनलेस स्टील गेंद, हैंडरेल समर्थन के साथ पोस्ट जोड़ों, कोहनियों, कांच क्लैंप्स और वर्ग पाइप फिटिंग्स शामिल हैं। हम उत्पादन के लिए स्टैम्पिंग, डीवैक्सिंग कास्टिंग और लेजर कटिंग का उपयोग करते हैं, जिसमें निर्माण विवरण, ग्राहक विनिर्देशिकाएं, सुरक्षा मानक और स्थापना क्षमता पर ध्यान केंद्रित किया जाता है, ताकि गोल और वर्गाकार ट्यूब फिटिंग के लिए पंच स्टैम्पिंग की उपयुक्तता निर्धारित की जा सके। हमारे स्टेनलेस स्टील सीढ़ी रेलिंग सहायक उत्पादों के विनिर्माण में हमारे विशेषज्ञ मानकों और उत्पादन प्रक्रियाओं में सटीकता को जोर देते हैं, जिससे हमारे ग्राहकों को गुणवत्ता उत्पाद मिलता है जो सुरक्षा मानकों को पूरा करता है और जल्दी स्थापित किया जा सकता है। चाहे यह सीढ़ी रेलिंग सहायक उपकरण हो या अन्य वास्तुकला हार्डवेयर, हमारे स्टेनलेस स्टील के विशेषज्ञता में आपको जो चाहिए है।

डीवैक्सिंग प्रक्रिया - स्टेनलेस स्टील सीढ़ी कोण डीवैक्सिंग प्रसंस्करण और विनिर्माण
स्टेनलेस स्टील प्रोफेशनल प्रोसेसिंग में, हम खोये हुए मोमबत्ती ढलाई प्रोसेसिंग में विशेषज्ञ हैं और ट्यूब बेस और फ्लैंज, सीढ़ी रेलिंग सहायक उपकरण, स्टेनलेस स्टील गेंद, हैंडरेल सपोर्ट्स विथ पोस्ट ज्वाइनर्स, स्टेनलेस स्टील एल्बो, स्टेनलेस स्टील क्लिप्स, वर्ग पाइप फिटिंग्स और विभिन्न निर्माण हार्डवेयर समेत विभिन्न स्टेनलेस स्टील उत्पाद उत्पन्न करते हैं।
चाहे हम नए स्टेनलेस स्टील सीढ़ी रेलिंग सहायक उपकरण डिज़ाइन कर रहे हों या ग्राहक द्वारा प्रदान की गई डिज़ाइन को अपनाने के लिए, हमारा गुणवत्ता और सटीकता के प्रति प्रतिबद्धता सच है। नए उत्पादों का डिजाइन करते समय या अनुकूलित डिजाइन को लागू करते समय, हमारे इंजीनियर, जिनके पास बहुत सालों का विनिर्माण अनुभव है, उत्पाद की आवश्यकता वाली कार्यक्षमता, सुरक्षा, मजबूती और विशेष माल के संरचन को ध्यान में रखते हुए उत्पाद के वांछित रूप को प्राप्त करने के लिए आवश्यक मोटाई की हानि को विचार करते हैं। हम इन डिजाइन को जीवंत करने के लिए एक डीवैक्सिंग कास्टिंग प्रक्रिया का उपयोग करते हैं, जिससे हमें उत्पादन के लिए मोल्ड खोलने की अनुमति मिलती है, जिससे हर विवरण को सटीकता से कैप्चर किया जा सकता है।
स्टेनलेस स्टील ब्लैंक को एक बार नमूना लिया जाता है, हम गुणवत्ता और सटीकता के आधार पर ग्राहक के साथ विस्तृत चर्चा करते हैं ताकि विनिर्माण प्रक्रिया के बाद के चरणों को संबोधित किया जा सके। ग्राहक-विशिष्ट आवश्यकताओं के अनुसार उच्च गुणवत्ता वाले स्टेनलेस स्टील उत्पाद प्रदान किए जा सकें।

पैटर्न बनाने के लिए पिघले हुए मोम का इंजेक्शन - डीवैक्सिंग प्रक्रिया का पहला चरण
स्टेनलेस स्टील प्रसंस्करण प्रक्रिया में कई चरण होते हैं, और खोये हुए मोम कास्टिंग में पहला चरण है कास्टिंग के लिए एक मोम मॉडल बनाना, जिसे धातु के मोल्ड के माध्यम से मोम के जरिए इंजेक्शन करके बनाया जाता है। यह प्रक्रिया मोम सामग्री को पिघलाकर शुरू होती है और फिर इसे मोल्ड में डालती है। वर्तमान में, दो मोम इंजेक्शन विधियाँ उपलब्ध हैं: रोबोटिक बांहों द्वारा पूर्णतः स्वचालित मोम इंजेक्शन और मैनुअल मोम इंजेक्शन। हम प्रत्येक आवश्यक समाप्त भाग के लिए एक विशेष मोम मॉडल ध्यान से बनाते हैं ताकि यह ग्राहक द्वारा आदेशित चित्रों के मानकों से मेल खाए। यदि ग्राहकों को केवल नमूना मॉडल की आवश्यकता होती है, तो हम 3D प्रिंटिंग का विकल्प भी प्रदान करते हैं। यह हमें तेजी से मॉडल बनाने और ग्राहकों को आवश्यक नमूने प्रदान करने की अनुमति देता है। हमारी विशेष प्रसंस्करण सेवाएं ग्राहकों को नए स्टेनलेस स्टील कोहनियों और वास्तुकला हार्डवेयर के विकास में लचीलापन प्रदान करती हैं, जिससे उन्हें अपने डिजाइन और विनिर्माण के लक्ष्यों को प्राप्त करना आसान होता है।

वैक्स पैटर की मरम्मत - डीवैक्सिंग प्रक्रिया का दूसरा चरण
खोई हुई मोम कास्टिंग प्रक्रिया में, जब स्टेनलेस स्टील के मोम मोल्ड का इंजेक्शन मोल्डिंग पूरा हो जाता है, तो हम मोम मोल्ड की एक बारीकी से मैनुअल निरीक्षण और मरम्मत करते हैं। यह सुनिश्चित करने के लिए किया जाता है कि बाद में कास्ट किए गए खुरदुरे वस्तुओं में अत्यधिक बर्स न हों, जिससे बर्स हटाने के लिए आवश्यक समय और प्रयास की मात्रा कम हो जाती है। मोम मॉडल मरम्मत का काम हमारे ग्राहकों के लिए एक लागत-कुशल समाधान के रूप में कार्य करता है, क्योंकि यह उन्हें प्रसंस्करण समय और लागत दोनों की बचत करता है।

वैक्स पैटर्न ट्री असेंबली - डीवैक्सिंग प्रक्रिया का तीसरा चरण
प्रक्रिया शुरू होने से पहले, हम निश्चितता के साथ मोल्ड का उपयोग करके स्टेनलेस स्टील वस्तु के एक मोम के पैटर्न बनाते हैं। ये मोम के पैटर्न एक केंद्रीय मोम रॉड (जिसे "ट्री" या "स्प्रू" कहा जाता है) के माध्यम से एक सेंट्रल वैक्स रॉड से जुड़े होते हैं, अंततः एक कास्टिंग क्लस्टर या एकत्रण बनाते हैं, जिसे फिर एक पोरिंग कप पर माउंट किया जाता है। हम उत्पाद प्रसंस्करण की सुविधा को ध्यान में रखते हुए गेट स्थानों का चयन करते हैं ताकि उत्पाद शरीर में कोई क्षति न हो और पिसाई को आसान बनाने के लिए।

डिपिंग और सुखाना - डीवैक्सिंग प्रक्रिया का चौथा चरण
लॉस्ट-वैक्स कास्टिंग प्रक्रिया में, इन पेड़ की तरह के घटकों को तरल सिरेमिक स्लरी में भिगोकर फिर बहुत ही छोटी रेत से ढका जाता है ताकि सिरेमिक शैल में ढक्कन बनाया जा सके। फिर इसे सूखे में छोड़ दिया जाता है, और भिगोने और सुखाने की प्रक्रिया को बार-बार दोहराया जाता है जब तक वांछित ठोस मोटाई प्राप्त न हो जाए, जो ढक्कन बनाने के लिए सिरेमिक शैल मोल्ड बनाता है।

सिरामिक शैल को डिवैक्सिंग और शैल निर्माण करना - डिवैक्सिंग प्रक्रिया का पांचवां चरण
स्टेनलेस स्टील कास्टिंग की प्रक्रिया में, एक बार सिरेमिक शैल मोल्ड स्थापित हो जाता है, तो अगला कदम इसे गर्म करना है। इस गर्माने की प्रक्रिया का उद्देश्य है ट्री-आकार के स्टेनलेस स्टील फिटिंग के मोम मोल्ड के घटक को पूरी तरह से पिघलाना, जिससे खोखला मॉडल तैयार हो जाए जो आगे के प्रक्रिया के लिए गलत स्टेनलेस स्टील धातु तरल में भरने के लिए तैयार हो। उच्च तापमान पर आग में जलाने के बाद, तैयार किए गए खोखले सिरेमिक शैल मोल्ड तेजी से तरल स्टेनलेस स्टील धातु के इंजेक्शन को स्वीकार करेगा।

पिघलाना और डालना - डीवैक्सिंग प्रक्रिया का छठा चरण
लिक्विड स्टेनलेस स्टील मेटल को डालने से पहले, खोखले सिरेमिक शैल मोल्ड को उच्च तापमान पर तापित किया जाना चाहिए ताकि शेष वैक्स और नमी को हटाया जा सके, सिरेमिक शैल मोल्ड की ताकत को और बढ़ाया जा सके, और पिघलते हुए मेटल एलॉय की अविरलता को बढ़ाया जा सके। इसके बाद, तैयार किया गया तरल धातुयुक्त स्टेनलेस स्टील घटकों वाला लिक्विड मेटल एलॉय प्रीहीटेड सिरेमिक शैल मोल्ड में डाला जाता है। स्टेनलेस स्टील मेटल को सदा होने के बाद, स्लरी सिरेमिक शैल मोल्ड को अलग किया जाता है, और पेड़ की आकार से जुड़े प्रत्येक स्टेनलेस स्टील ब्लैंक वस्तु को छोड़ दिया जाता है।

डिवैक्सिंग प्रक्रिया का सातवां चरण - नॉकआउट और सफाई
स्टेनलेस स्टील लॉस्ट-वैक्स कास्टिंग पूरी होने के बाद, आपको स्टेनलेस स्टील तरल धातु और सिरेमिक शैल मोल्ड को पूरी तरह से ठंडा होने और जमने का इंतजार करना होगा। फिर हम शैल वाइब्रेटिंग मशीन या पानी के छिड़काव जैसे उपकरणों का उपयोग करके सिरेमिक शैल फिल्म को हटाने के लिए करते हैं। जब शैल मोल्ड सफलतापूर्वक हटा दिया जाता है, तो केवल पेड़ से जुड़े व्यक्तिगत स्टेनलेस स्टील ब्लैंक वस्तुएं बचती हैं।

कटिंग - डीवैक्सिंग प्रक्रिया का आठवां चरण
स्टेनलेस स्टील खोये गए मोहर कास्टिंग के बाद, सिरेमिक शैल मोल्ड को तोड़ दिया गया था, और फिर हमें ट्री आकार से जुड़े स्टेनलेस स्टील खाली वस्तु को हटाने की आवश्यकता थी। अगले, हमें अगले कदम की ओर बढ़ना होगा: उच्च गति वाली कटिंग मशीन का उपयोग करके ट्री आकार के स्टेनलेस स्टील खाली वस्तुओं को अलग-अलग काटना होगा। इन कटे हुए मेटल ब्लैंक्स का एक अप्रसंस्कृत गहरे धूसरे धातुयुक्त रूप होता है।

गेट हटाना - डीवैक्सिंग प्रक्रिया का नौवां चरण
स्टेनलेस स्टील खाली वस्त्र और पेड़ की तरह की संरचना के बीच कनेक्शन काटने के बाद, एक चौथाई चिह्न छोड़ जाएगा। इस चरण में काम यह है कि चौथाई को घिसाना होगा, लेकिन इसे सावधानीपूर्वक किया जाना चाहिए ताकि स्टेनलेस स्टील खाली वस्त्र नष्ट न हो और स्टेनलेस स्टील खाली वस्त्र नष्ट न हो। यह आगामी प्रसंस्करण प्रक्रिया में मदद करेगा, और खाली वस्त्र को नष्ट नहीं किया जाएगा जिसके लिए इसे रीसाइकल किया जाएगा।
लेजर प्रक्रिया - स्टेनलेस स्टील प्लेटों का लेजर कटिंग
हमारी बड़ी मात्रा में उत्पादन विधि मुख्य रूप से स्टेनलेस स्टील खोये हुए मोमबत्ती ढलाई और स्टैम्पिंग निर्माण है, जिसका उपयोग गोल ट्यूब आधार, सीढ़ी रेलिंग सहायक उपकरण, स्टेनलेस स्टील गेंद, स्टेनलेस स्टील हैंडल और स्तंभ संयोजन, स्टेनलेस स्टील कोहनी, स्टेनलेस स्टील कांच क्लैंप, स्टेनलेस स्टील वर्ग ट्यूब उपकरण जैसे निर्माण हार्डवेयर और अन्य उत्पादों के लिए किया जाता है। पेशेवर स्टेनलेस स्टील प्रसंस्करण के क्षेत्र में, जब ग्राहक के डिज़ाइन चित्र उत्पादों की विविध आकार और छोटी मात्रा की आवश्यकता होती है, तो स्टैम्पिंग मोल्ड या डीवैक्स मोल्ड बनाना लागतप्रभावी नहीं होता है। इस समस्या को हल करने के लिए, हमारे ड्राफ्ट्समेन और विनिर्माण अभियंता ड्राइंग को खोलकर चर्चा करेंगे और व्यावहारिक तरीके का प्रस्ताव करेंगे। हम उत्पाद को खोलकर, सटीक विनिर्माण आरेख बनाते हैं, और फिर लेजर कटिंग प्रौद्योगिकी का उपयोग करके स्टेनलेस स्टील प्लेट या पाइप फिटिंग को प्रसंस्करण करते हैं। यह सटीक लेजर कटिंग उत्पादन विधि ग्राहकों को मोल्ड खोलने के खर्च और समय बचा सकती है, साथ ही उत्पाद के आयाम की सटीकता को भी सुधार सकती है। हम अपने ग्राहकों को सर्वोच्च गुणवत्ता वाले स्टेनलेस स्टील उत्पादों की प्रदान करने के लिए प्रतिबद्ध हैं; चाहे आपको कौन सा भी उत्पाद चाहिए, चाहे आपकी मात्रा कितनी भी हो, हम आपकी आवश्यकताओं को पूरा कर सकते हैं।

निरीक्षण
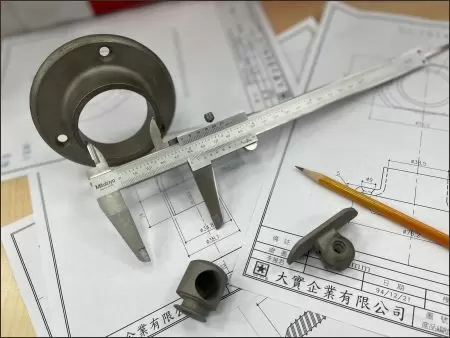
प्रारंभिक निरीक्षण
स्टेनलेस स्टील लॉस्ट-वैक्स कास्टिंग पूरी होने के बाद, हम यह सुनिश्चित करने के लिए प्रतिबद्ध हैं कि ब्लैंक की गुणवत्ता और आकार सर्वोच्च मानकों को पूरा करते हैं, जिसमें ब्लैंक के आकार का मापन और उपस्थिति की जांच शामिल है। आयाम मापन के मामले में, हम आगामी प्रसंस्करण के लिए आवश्यक भागों की जांच करेंगे, जिसमें मोटाई, छेद व्यास और ऊंचाई शामिल है, ताकि आगामी प्रसंस्करण के लिए पर्याप्त सामग्री हो। यदि आकार मानक को पूरा नहीं करता है और पुनर्रचित्रण नहीं किया जा सकता है, तो हम इसे तुरंत हटा देंगे और पुनः प्रसंस्करण करेंगे। हम कभी भी ग्राहकों को गिरी हुई उत्पादों की बिक्री नहीं करेंगे क्योंकि हम ग्राहकों के अच्छी तरह से भरोसा करते हैं और उन्हें 100% विश्वसनीय उत्पाद प्रदान करने के लिए प्रतिबद्ध हैं।

स्टेनलेस स्टील के घटकों और फिटिंग के लिए सामग्री विश्लेषण
हमारे द्वारा उत्पादित स्टेनलेस स्टील सहायक उपकरण उत्कृष्ट प्रदर्शन और टिकाऊता सुनिश्चित करने के लिए अंतर्राष्ट्रीय स्टेनलेस स्टील माल के अनुपातों के अंतर्राष्ट्रीय सामग्री मानकों के अनुसार होना चाहिए। प्रत्येक भट्टी ढलाई के बाद, एक परीक्षण ब्लॉक सतर्कतापूर्वक संरक्षित किया जाता है, और एक व्यापक सामग्री परीक्षण विश्लेषण रिपोर्ट तैयार की जाती है जो उद्योग मानकों के साथ संगति की पुष्टि करती है। हमारे ग्राहकों के संदर्भ के लिए सामग्री विश्लेषण संयोजन तालिका अनुरोध पर उपलब्ध है। DAHSHI में, हम सर्वोच्च गुणवत्ता मानकों का पालन करते हैं, जो आपको आपके स्टेनलेस स्टील के घटकों और फिटिंग की आवश्यकताओं के लिए विश्वसनीय समाधान प्रदान करते हैं।

सीधा करना
स्टेनलेस स्टील ब्लैंक के आकार मापन और गुणवत्ता निरीक्षण के बाद, हम ब्लैंक के आकार देने की प्रक्रिया के साथ आगे बढ़ेंगे। इस आकार देने की प्रक्रिया का उद्देश्य यह है कि आगामी प्रसंस्करण की आयामिक सटीकता को बेहतर बनाया जाए जबकि सहिष्णुता को कम किया जाए। उदाहरण के लिए, आकार देने के बाद लेथ प्रसंस्करण सच्ची गोलाई बढ़ाने और असंतुलन को कम करने के लिए होता है ताकि उत्पाद आयामों की सटीकता में सुधार हो। ग्राहक गोल पाइप स्थापित या सम्मिलित करते समय केंद्र विचलन का अनुभव नहीं करेंगे।

आगामी प्रसंस्करण
वेल्डिंग
स्टेनलेस स्टील प्लेटों को छापा या लेजर कट किया जाने के बाद, हमें इन छापे या लेजर अधूरे उत्पादों को अन्य पाइप और स्टेनलेस स्टील ब्लैंक के साथ सटीक वेल्ड और मिलाने की आवश्यकता होती है, फिर पॉलिशिंग प्रक्रिया में प्रवेश करते हैं। वेल्डिंग प्रक्रिया को उत्पाद की सख्तता और पूर्णता सुनिश्चित करनी चाहिए ताकि उत्पाद की कार्यात्मकता के लिए ग्राहक की मांगों को पूरा किया जा सके।

ड्रिलिंग टैपिंग
स्टेनलेस स्टील ब्लैंक्स को ड्रिल और टैप करने से पहले, हमें आकार देने के लिए आकार देने के आवश्यकता होती है ताकि होल व्यास और नीचे की सतह डिजाइन ड्राइंग के साथ सही कोण पर हों या 90 डिग्री ऊर्ध्वाधर हों। केवल इस मामले में स्क्रू होल के धागे ऊर्ध्वाधर बने रहेंगे, और गोल होल का केंद्र सही स्थान पर होगा। हम हर विनिर्माण प्रक्रिया के विवरणों पर ध्यान देते हैं ताकि अंतिम उत्पाद उच्च गुणवत्ता मानकों को पूरा करे और पूरी तरह से कार्यात्मक हो।

ट्यूब काटना
हमारे उत्पाद पोर्टफोलियो में स्टेनलेस स्टील रेलिंग और हैंडरेल्स उत्पादन के लिए, हम विभिन्न आकार और लंबाई के गोल या वर्गाकार ट्यूब का उपयोग करते हैं। इस विविधता को प्राप्त करने के लिए, हमें विनिर्माण प्रक्रिया के दौरान एक बड़ी संख्या में स्टेनलेस स्टील पाइप फिटिंग काटने की आवश्यकता होती है। उन उत्पादों के लिए जहां गोल ट्यूब काटा जाता है और ड्रिलिंग की आवश्यकता होती है, हम लेजर कटिंग प्रौद्योगिकी का उपयोग करते हैं, जो हमें सटीक कटिंग और ड्रिलिंग को कुशलतापूर्वक प्राप्त करने में सक्षम बनाता है। उन उत्पादों के लिए जिनकी आयाम छोटे होते हैं और मात्रा कम होती है, हम उच्च गति वाली कटिंग मशीनों का उपयोग करते हैं। हम अपने ग्राहकों के लिए उच्च गुणवत्ता वाले स्टेनलेस स्टील हैंडरेल उत्पादों को उपयुक्त प्रसंस्करण विधियों का उपयोग करके बनाने के लिए प्रतिबद्ध हैं।

लेथिंग
स्टेनलेस स्टील सीढ़ी रेलिंग सहायक उपकरणों का निर्माण करने से पहले, हम पहले उत्पाद की गोलाई और समता को सुधारने के लिए एक आकार देने की प्रक्रिया का पालन करते हैं। इस कदम के माध्यम से, हम यह सुनिश्चित कर सकते हैं कि लेथ प्रोसेसिंग के दौरान कोई केंद्र विचलन नहीं होगा। इस तरीके से, उत्पाद को स्थापित और उपयोग करते समय एक सही मिश्रण प्राप्त किया जा सकता है। उच्च मात्रा लेकिन कम विविधता वाले उत्पादों के लिए, हम सीएनसी लेथ मशीन का उपयोग करते हैं, और छोटी मात्रा लेकिन उच्च विविधता वाले उत्पादों के लिए, हम सेमी-स्वचालित लेथ मशीन का उपयोग करते हैं। हम सदैव उच्च गुणवत्ता वाले उत्पादों की सुनिश्चित करने के लिए सर्वदा सर्वोत्तम प्रसंस्करण विधियों का पीछा करते हैं।

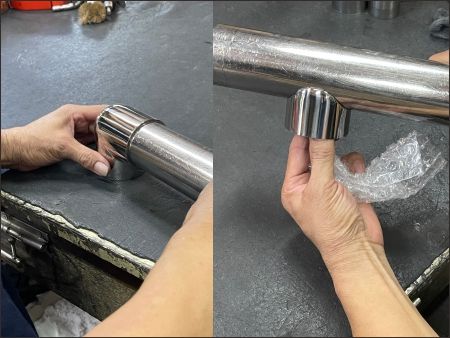
पॉलिशिंग
स्टेनलेस स्टील निर्माण हार्डवेयर सहायक उपकरणों के उत्पादन प्रक्रिया में, पॉलिशिंग प्रसंस्करण महत्वपूर्ण स्थान रखता है। हमें ड्रिलिंग और टैपिंग के बाद बने हुए बर्स को पॉलिश करना चाहिए। उसी तरह, जब वेल्डिंग कंबिनेशन पूरा हो जाता है, तो वेल्डिंग स्थान को पॉलिश किया जाना चाहिए, और लेथ द्वारा प्रसंस्कृत किए गए हिस्सों को भी पॉलिश किया जाना चाहिए। हमारी पॉलिशिंग प्रक्रिया में केवल एक प्रक्रिया शामिल नहीं होती है, बल्कि इसे पूर्ण सतह उपचार करने के लिए 3 से 4 अलग-अलग प्रसंस्करण चरणों की आवश्यकता होती है, जिसमें सैंड सतह और ब्राइट सतह उपचार शामिल होता है। ऐसी अच्छी प्रसंस्करण से सुनिश्चित होता है कि हमारे उत्पाद ग्राहकों की उच्च गुणवत्ता की मांगों को उपयोग, रूपरेखा और स्पर्श में पूरा करते हैं।

अंतिम निरीक्षण और पैकिंग
पूरे स्टेनलेस स्टील फिटिंग्स उत्पादन प्रक्रिया के अंतिम चरण में, हम गुणवत्ता निरीक्षण और पैकेजिंग कार्यों को करते हैं। यह गुणवत्ता निरीक्षण चरण वार्षिक रूप से एक नोटरी निरीक्षण इकाई द्वारा सत्यापित गोल ट्यूब का उपयोग करता है, और प्रत्येक उत्पाद व्यक्तिगत रूप से निरीक्षित किया जाता है। केवल जब यह निरीक्षण पास करता है, पाइप व्यास आवश्यकताओं को पूरा करता है और सतही रेत के छिद्रों आदि जैसी कोई दोष नहीं होता है, तभी इसे पैकेज किया जाता है और भेजा जाता है। हम प्रतिबद्ध हैं कि हमारे ग्राहकों को प्राप्त होने वाले हर उत्पाद उच्च गुणवत्ता वाला होगा और सर्वोच्च मानकों को पूरा करेगा।
कृपया हमसे संपर्क करें यदि आप DAH SHI के साथ अपनी पेशेवर विनिर्माण आवश्यकताओं के लिए जंगरों, धातु की रेलिंग और संबंधित सहायक उपकरणों की निर्माण के लिए उत्कृष्टता के लिए सहयोग करना चाहते हैं।