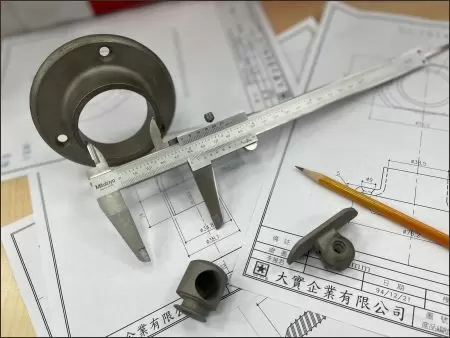
Processus de fabrication
Fabrication de composants et raccords en acier inoxydable - Tout d'abord : conception et fabrication de moules
Chez DAH SHI, notre équipe s'engage à une collaboration étroite avec nos clients tout au long de la phase de conception jusqu'à la qualification finale. Cela garantit que à la fois le moule et les produits finaux répondent à toutes les exigences du client. Nos concepteurs d'accessoires de main courante travaillent aux côtés des fabricants de matrices, en utilisant les derniers logiciels standard de l'industrie pour la conception et la fabrication. Notre système de fabrication assistée par ordinateur (FAO) lit efficacement les fichiers de données et génère des moules complexes, facilitant la création de moules d'injection précis et rentables. Nos ingénieurs évaluent la coulabilité des conceptions de raccords de main courante et ils offrent des recommandations pour améliorer les performances de coulée et la conception. Ces ingénieurs sont bien versés dans les processus de production et fournissent un soutien continu pendant la fabrication. Peu importe la source du dessin, nos ingénieurs peuvent le transformer en un modèle solide tangible. Ce dessin solide vous offre une visualisation claire du profil final des accessoires de rampe en acier inoxydable.
Processus d'estampage - Traitement d'estampage et fabrication de raccords de tubes ronds et carrés en acier inoxydable
Notre équipe de conception et de fabrication possède des décennies d'expérience dans l'industrie du traitement professionnel de l'acier inoxydable. Nous répondons aux besoins des clients en matière d'épaisseur du produit tout en tenant compte de la sécurité et de la résistance après l'installation. Nous proposons des solutions en utilisant notre expertise en acier inoxydable, y compris des bases de tubes rondes, des accessoires de rampe d'escalier, des boules en acier inoxydable, des supports de main courante avec des joints de poteau, des coudes, des pinces en verre et des raccords de tuyaux carrés. Nous utilisons le poinçonnage, la coulée à déparaffinage et la découpe laser pour la production, en mettant l'accent sur les détails de construction, les spécifications des clients, les normes de sécurité et l'efficacité de l'installation pour déterminer l'adéquation du poinçonnage pour les raccords de tubes ronds et carrés. Nos experts dans la fabrication d'accessoires de rampe d'escalier en acier inoxydable mettent l'accent sur la précision dans les processus de conception et de production, garantissant à nos clients des produits de qualité qui respectent les normes de sécurité et peuvent être installés rapidement. Que ce soit des accessoires de rampe d'escalier ou d'autres quincailleries architecturales, notre expertise en acier inoxydable a ce dont vous avez besoin.

Processus de déparaffinage - coude d'escalier en acier inoxydable, traitement et fabrication de déparaffinage
Chez Stainless Steel Professional Processing, nous sommes spécialisés dans le traitement de la fonte à la cire perdue et produisons une variété de produits en acier inoxydable, notamment des bases de tubes et des brides, des accessoires de rampe d'escalier, des boules en acier inoxydable, des supports de main courante avec raccords de poteau, des coudes en acier inoxydable, des pinces en acier inoxydable, des raccords de tuyaux carrés et divers quincailleries de construction.
Que nous concevions de nouveaux accessoires de rampe d'escalier en acier inoxydable ou que nous adoptions une conception fournie par le client, notre engagement envers la qualité et la précision reste inchangé. Lors de la conception de nouveaux produits ou de la mise en œuvre de designs personnalisés, nos ingénieurs, forts de nombreuses années d'expérience dans la fabrication, tiennent compte de la fonctionnalité requise, de la sécurité, de la résistance et de la composition matérielle spécifique du produit, ainsi que de la perte d'épaisseur nécessaire pour obtenir l'apparence souhaitée du produit. Nous utilisons un processus de coulée de déparaffinage pour donner vie à ces designs, nous permettant d'ouvrir des moules pour la production, en veillant à ce que chaque détail soit capturé avec précision.
Une fois que l'échantillon de la plaque en acier inoxydable est prélevé, nous avons des discussions détaillées avec le client sur la base de la qualité et de la précision afin de traiter les étapes ultérieures du processus de fabrication. Afin de garantir que des produits en acier inoxydable de haute qualité puissent être fournis selon les exigences spécifiques du client.

Injection de cire fondue pour la fabrication de modèles - La première étape du processus de déparaffinage
La technologie de traitement de l'acier inoxydable implique plusieurs étapes, et la première dans la fonte à la cire perdue consiste à créer un modèle en cire de la pièce en injectant de la cire à travers un moule métallique. Ce processus commence par la fusion du matériau de cire, puis son introduction dans le moule. Actuellement, deux méthodes d'injection de cire sont disponibles : l'injection de cire entièrement automatique par des bras robotiques et l'injection de cire manuelle. Nous créons soigneusement un modèle de cire exclusif pour chaque pièce finie requise afin de garantir qu'elle respecte les normes correspondant aux dessins commandés par le client. Si les clients ne nécessitent qu'un modèle d'échantillon, nous proposons également l'option de l'impression 3D. Cela nous permet de créer rapidement le modèle et de fournir aux clients les échantillons nécessaires. Nos services de traitement spécialisés offrent une flexibilité aux clients dans le développement de nouveaux coudes en acier inoxydable et de quincaillerie architecturale, ce qui leur permet de réaliser facilement leurs objectifs de conception et de fabrication.

Réparation de modèle de cire - La deuxième étape du processus de déparaffinage
Dans le processus de coulée à la cire perdue, une fois que le moulage par injection du moule en cire d'acier inoxydable est terminé, nous effectuons une inspection manuelle minutieuse et une réparation du moule en cire. Cela est fait pour s'assurer que les objets bruts qui seront ensuite coulés n'ont pas de bavures excessives, réduisant ainsi le temps et les efforts nécessaires pour l'élimination des bavures. Le travail de réparation du modèle en cire constitue une solution économique pour nos clients, car il leur fait économiser à la fois du temps de traitement et des coûts.

Assemblage de l'arbre de modèle de cire - La troisième étape du processus de déparaffinage
Avant le début du processus de coulée, nous utilisons des moules de précision pour créer un modèle en cire de l'objet en acier inoxydable. Ces modèles en cire sont reliés à une tige centrale en cire (appelée "arbre" ou "canal d'alimentation") à travers un "canal d'alimentation", formant ainsi un groupe ou un ensemble de coulée, qui est ensuite monté sur une coupelle de coulée. Nous tenons compte de la facilité de traitement du produit lors de la sélection des emplacements des canaux d'alimentation pour garantir qu'aucun dommage n'est causé au corps du produit et pour faciliter le meulage.

Tremper et sécher - La quatrième étape du processus de déparaffinage
Dans le processus de fonte à la cire perdue, ces composants en forme d'arbre sont trempés dans une boue de céramique liquide, puis recouverts de sable très fin pour construire l'enveloppe en céramique. Elle est ensuite laissée à sécher dans un environnement sec, et le processus de trempage et de séchage est répété jusqu'à ce que l'épaisseur solide souhaitée soit atteinte, créant ainsi un moule en coquille céramique pour la coulée.

Dégommage et construction de la coquille en céramique - La cinquième étape du processus de dégommage
Dans le processus de coulée de l'acier inoxydable, une fois que le moule en coquille de céramique est établi, l'étape suivante consiste à le chauffer. Le but de ce processus de chauffage est de faire fondre complètement le composant du moule en cire de l'ajustement en acier inoxydable en forme d'arbre, créant un modèle creux prêt à être rempli de liquide métallique en acier inoxydable fondu pour le processus ultérieur. Après avoir été chauffé à haute température, le moule en coquille de céramique creux préparé acceptera rapidement l'injection de métal liquide en acier inoxydable.

Fusion et coulée - La sixième étape du processus de déparaffinage
Avant de verser le métal liquide en acier inoxydable, le moule en céramique creuse doit être cuit à haute température pour éliminer la cire résiduelle et l'humidité, améliorer davantage la résistance du moule en céramique et augmenter la fluidité de l'alliage métallique fondu. Par la suite, le mélange liquide métallique préparé avec des composants en acier inoxydable est versé dans le moule en céramique préchauffé. Après avoir attendu que le métal en acier inoxydable se solidifie, le moule en céramique à boue est détaché et chaque objet en acier inoxydable brut relié à la forme d'arbre est libéré.

Élimination et nettoyage - La septième étape du processus de déparaffinage
Après la réalisation de la coulée à la cire perdue en acier inoxydable, il faut attendre que le métal liquide en acier inoxydable et le moule en coquille céramique refroidissent et se solidifient complètement. Ensuite, nous utilisons des équipements tels qu'une machine à vibrations de coquille ou des traitements physiques tels que la pulvérisation d'eau pour enlever le film de coquille céramique. Lorsque le moule en coquille est retiré avec succès, seuls les objets individuels en acier inoxydable reliés à l'arbre sont laissés.

Coupe - La huitième étape du processus de déparaffinage
Après la fonte à la cire perdue en acier inoxydable, le moule en coquille de céramique a été brisé, puis nous devions retirer l'objet en acier inoxydable brut connecté à la forme d'arbre. Ensuite, nous devons passer à l'étape suivante : utiliser une machine de découpe à grande vitesse pour couper individuellement les objets vides en acier inoxydable en forme d'arbre afin de les séparer de l'arbre au centre. Ces pièces métalliques coupées ont une apparence métallique gris foncé non traitée.

Suppression de la porte - La neuvième étape du processus de déparaffinage
Après avoir coupé la connexion entre l'objet en acier inoxydable brut et la structure en forme d'arbre, des marques de portail, appelées ainsi, resteront. Le travail à cette étape consiste à meuler le portail, mais il doit être fait avec précaution pour garantir que le corps de l'objet en acier inoxydable brut n'est pas endommagé et que le corps de l'objet en acier inoxydable vide n'est pas endommagé. Cela aidera le processus de traitement ultérieur, et la pièce ne sera pas endommagée au point d'être mise au rebut et recyclée.
Processus laser - Découpe laser de plaques en acier inoxydable
Notre méthode de production de masse est principalement la fonte à la cire perdue en acier inoxydable et la fabrication par estampage, qui est utilisée pour produire des bases de tubes ronds, des accessoires de rampe d'escalier, des boules en acier inoxydable, des poignées en acier inoxydable et des joints de colonne, des coudes en acier inoxydable, des pinces en verre en acier inoxydable, des accessoires de tube carré en acier inoxydable pour la quincaillerie de construction et d'autres produits. Dans le domaine du traitement professionnel de l'acier inoxydable, lorsque les dessins de conception du client nécessitent des produits de tailles diverses et de petites quantités, il n'est pas rentable de produire des moules d'estampage ou des moules sans cire. Pour résoudre ce problème, nos dessinateurs et ingénieurs en fabrication discuteront de la désassemblage des dessins et proposeront des méthodes pratiques. Nous démontons le produit, réalisons des dessins de fabrication précis, puis utilisons la technologie de découpe laser pour traiter les plaques en acier inoxydable ou les raccords de tuyauterie. Cette méthode de production de découpe au laser exacte peut non seulement économiser aux clients le coût et le temps d'ouverture du moule, mais aussi améliorer relativement la précision des dimensions du produit. Nous nous engageons à fournir à nos clients des produits en acier inoxydable de la plus haute qualité ; peu importe le type de produit dont vous avez besoin, peu importe votre quantité, nous pouvons répondre à vos besoins.

Inspection
Inspection initiale
Après la réalisation de la coulée à la cire perdue en acier inoxydable, nous nous engageons à garantir que la qualité et la taille de la pièce brute répondent aux normes les plus élevées, ce qui comprend la mesure de la taille de la pièce brute et l'inspection de l'apparence. En termes de mesure dimensionnelle, nous vérifierons attentivement les pièces nécessaires pour le traitement ultérieur, y compris l'épaisseur, le diamètre des trous et la hauteur, afin de garantir suffisamment de matériau pour le traitement ultérieur. Si la taille ne correspond pas aux normes et ne peut pas être remodelée, nous l'éliminerons immédiatement et la retraiterons. Nous ne vendrons jamais de produits de qualité inférieure aux clients car nous recherchons la confiance absolue des clients dans nos produits et nous nous engageons à fournir des produits fiables à 100% aux clients.

Analyse des matériaux pour les composants et raccords en acier inoxydable
Les accessoires en acier inoxydable que nous produisons doivent être conformes aux normes internationales en matière de proportions métalliques en acier inoxydable afin de garantir d'excellentes performances et une durabilité. Après chaque coulée de four, un bloc de test est méticuleusement conservé, et un rapport d'analyse de test de matériau complet est généré pour vérifier la conformité aux normes de l'industrie. Le tableau de composition d'analyse des matériaux est disponible sur demande pour référence de nos clients. Chez DAHSHI, nous respectons les normes de qualité les plus élevées, en vous fournissant des solutions fiables pour vos composants en acier inoxydable et vos besoins en raccords.

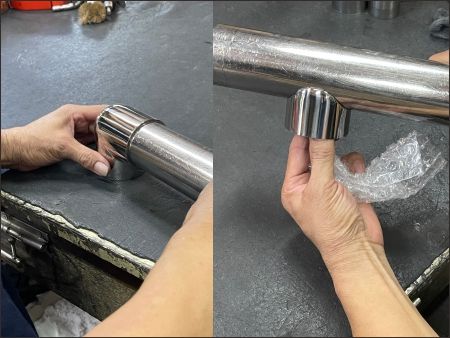
Redressement
Après la mesure de la taille et l'inspection de la qualité de la pièce en acier inoxydable, nous procéderons au processus de mise en forme de la pièce. Le but de ce processus de mise en forme est d'améliorer la précision dimensionnelle des traitements ultérieurs tout en réduisant les tolérances. Par exemple, le traitement au tour après la mise en forme vise à augmenter la véritable circularité et à réduire l'excentricité afin de garantir l'amélioration de la précision des dimensions du produit. Les clients n'auront pas de déviation centrale lors de l'installation ou de l'insertion de tuyaux ronds.

Traitement ultérieur
Soudage
Après que les plaques en acier inoxydable sont estampées ou découpées au laser, nous devons souder avec précision et combiner ces produits semi-finis estampés ou découpés au laser avec d'autres tuyaux et pièces en acier inoxydable, puis passer au processus de polissage. Le processus de soudage doit garantir la solidité et l'intégrité du produit après l'assemblage afin de répondre aux exigences du client en matière de fonctionnalité du produit.

Perçage Taraudage
Avant de percer et de tarauder des ébauches en acier inoxydable, nous devons effectuer des opérations de mise en forme pour garantir que le diamètre du trou et la surface inférieure sont à l'angle correct avec le dessin de conception ou sont à 90 degrés verticaux. Ce n'est que dans ce cas que les filetages des trous de vis resteront verticaux et que le centre du trou rond sera à la position correcte. Nous accordons une attention particulière aux détails de chaque processus de fabrication pour garantir que le produit final respecte des normes de haute qualité et soit parfaitement fonctionnel.

Coupe de tube
Dans notre portefeuille de produits pour la fabrication de rampes et de mains courantes en acier inoxydable, nous utilisons des tubes ronds ou carrés de différentes tailles et longueurs. Pour obtenir cette variété, nous devons couper un grand nombre de raccords de tuyaux en acier inoxydable pendant le processus de fabrication. Pour les produits où des tubes ronds sont coupés et nécessitent un perçage, nous utilisons la technologie de découpe laser, ce qui nous permet d'obtenir une découpe et un perçage précis de manière efficace. Pour les produits avec des dimensions plus courtes et des quantités plus petites, nous utilisons des machines de découpe à grande vitesse. Nous nous engageons à utiliser des méthodes de traitement appropriées pour produire des produits de garde-corps en acier inoxydable de haute qualité pour nos clients.

Tournage
Avant de fabriquer des accessoires de rampe d'escalier en acier inoxydable, nous effectuons d'abord un processus de mise en forme pour améliorer la rondeur et la planéité du produit. Grâce à cette étape, nous pouvons garantir qu'il n'y aura aucune déviation centrale lors du traitement au tour. De cette manière, le produit peut atteindre une combinaison parfaite lorsqu'il est installé et utilisé. Pour les produits à volume élevé mais à faible variété, nous utilisons des tours CNC, et pour les quantités plus petites mais les produits à haute variété, nous nous tournons vers des tours semi-automatisés. Nous poursuivons constamment les meilleures méthodes de traitement pour garantir des produits de haute qualité.

Polissage
Dans le processus de production des accessoires de quincaillerie de construction en acier inoxydable, le traitement de polissage occupe une position importante. Nous devons polir les bavures formées après le perçage et le taraudage. De même, une fois la combinaison de soudure terminée, la position de soudure doit être polie, et les pièces traitées par le tour doivent également être polies. Notre processus de polissage ne comprend pas seulement une étape mais nécessite 3 à 4 étapes de traitement différentes pour finalement obtenir un traitement de surface parfait, comprenant un traitement de surface sablée et brillante. Un tel traitement minutieux garantit que nos produits répondent aux exigences de haute qualité des clients en termes d'apparence et de texture.

Inspection finale et emballage
À la dernière étape de l'ensemble du processus de production des raccords en acier inoxydable, nous effectuons des opérations d'inspection de la qualité et d'emballage. Cette étape d'inspection de qualité utilise des tubes ronds vérifiés annuellement par une unité d'inspection notariale, et chaque produit fabriqué est inspecté individuellement. Seulement s'il passe l'inspection, répond aux exigences de diamètre du tuyau et ne présente aucun défaut, tel que des trous de sable en surface, il sera emballé et expédié. Nous nous engageons à garantir que chaque produit que nos clients reçoivent est de haute qualité et répond aux normes les plus élevées.
Veuillez nous contacter si vous êtes intéressé à collaborer avec DAH SHI pour vos besoins professionnels de fabrication de mains courantes en acier inoxydable, de garde-corps métalliques et d'accessoires connexes.